 |
|
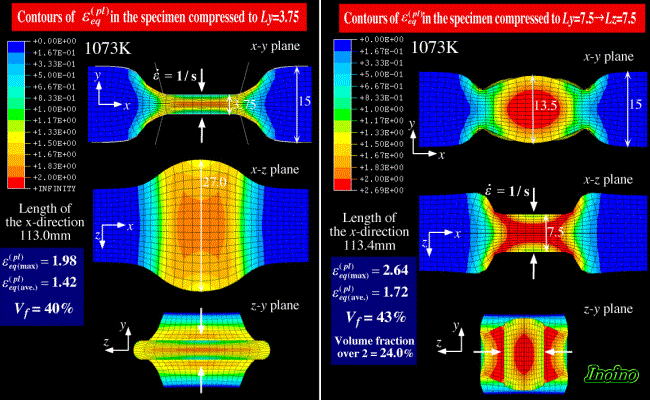
数値解析で得られたひずみの分布です。
1方向の場合,ひずみは試験片中心のみに集中しており,全体に拡がっていないことが判ります。 ひずみの最大値は約2であり,加工領域の平均値は1.42です。 2方向加工の場合,大きなひずみが試験片中心廻りに生じていることが判る。赤い領域は2以上のひずみの領域を示しています。その領域は加工領域全体の24%に拡がっています。ひずみの最大値は試験片中心で約2.6であり,加工領域の平均値は1.72です。 すなわち,2方向から非同時に加工することによって板厚を確保しながら,2以上の大きなひずみを材料の拡い領域に導入できることがわかる。 |