更新日: 2001年 9月 1日
![]() 環境に優しい800MPa級溶接用高強度鋼の開発
環境に優しい800MPa級溶接用高強度鋼の開発![]()
80キロ鋼タスクフォースリーダー 長井寿
高強度を得るために合金元素は極めて有力ですが、合金濃度が増すと溶接が難しくなります。
本研究では、安価での合金濃度が低く、リサイクルも溶接も容易な軟鋼を、超微細な組織を持つ新しい鋼に変身させます。
さらに、その鋼を用いて構造物を効率的に造る、新しい溶接施工法を開発します。
これらにより、安全を保障した2倍の高強度を実現し、環境負荷低減に寄与します。
![]()
![]()
![]() 母相フェライト1ミクロンの微細粒組織を実現して、800MPa級鋼を開発
母相フェライト1ミクロンの微細粒組織を実現して、800MPa級鋼を開発
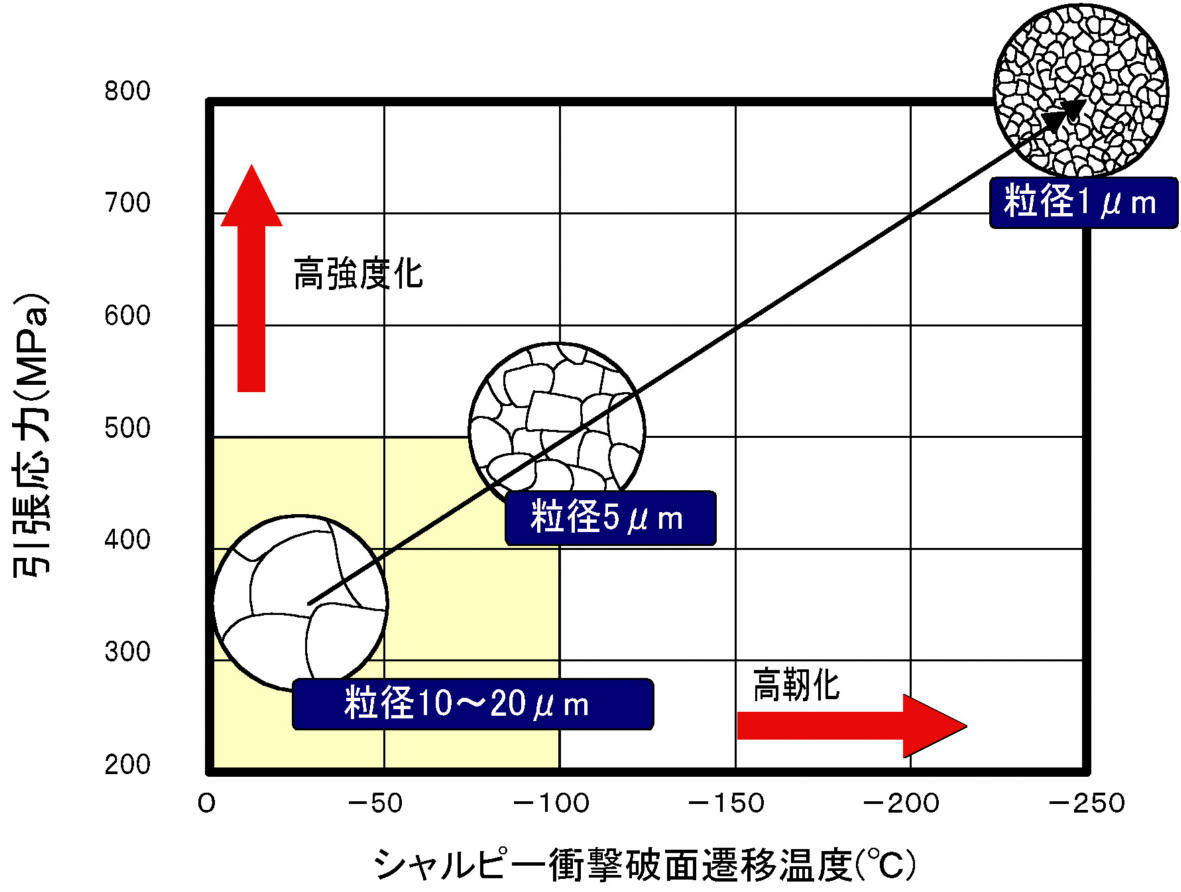
高強度化のために添加される合金成分を使用せず、溶接容易な低炭素−シリコン−マンガンの400MPa軟鋼の単純組成のみで、10ミクロン以上あるフェライト粒径を1ミクロン以下に加工制御する手法を開発することによって、強度2倍の800MPaを目指しています。このためには微細粒加工技術と微細粒化メカニズム解明の両方の研究が必要となります。
微細粒の実験室限界(5ミクロン)、工業的限界(10ミクロン)を破り、0.5ミクロンで18mm角、20mの棒材化に成功しています。これによって微細粒化により高強度化と高靭化がはかれることを実証でき、今後は微細粒鋼板の創製を目指しています。⇒微細粒鋼の特性
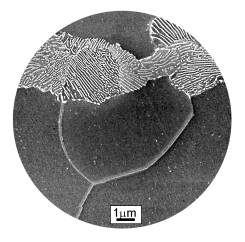 現用鋼 フェライト粒径10ミクロン |
→ | 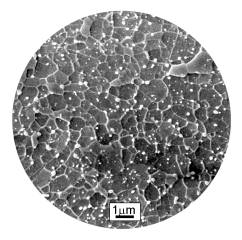 開発鋼 フェライト粒径1ミクロン |
![]() 微細粒鋼で構造物を作り上げる高能率な溶接方法を開発
微細粒鋼で構造物を作り上げる高能率な溶接方法を開発
微細粒鋼を溶接すると、溶接熱によって微細粒化された組織が破壊され、粗粒に戻ってしまいます。これによって材料の強度800MPaがもとの400MPaへ下がってしまいます。これを抑制するためには溶接熱を低減する小入熱溶接技術の開発が必要になります。
1) 高効率小入熱レーザ溶接法の開発
20kW大出力炭酸ガスレーザ溶接機を導入し、溶接欠陥の無い厚板材の深溶込み溶接法の開発を目指しています。レーザは微細粒鋼の微細組織破壊を最小限に押さえ込める最も有効な溶接熱源です。しかしレーザによる深溶け込み溶接ではポロシティと呼ばれる小さな球状の空洞の溶接欠陥が発生してしまいます。この発生を抑制/防止する新しい制御技術を開発しています。⇒大出力レーザによる深溶け込み溶接法
20KWCO2レーザ溶接
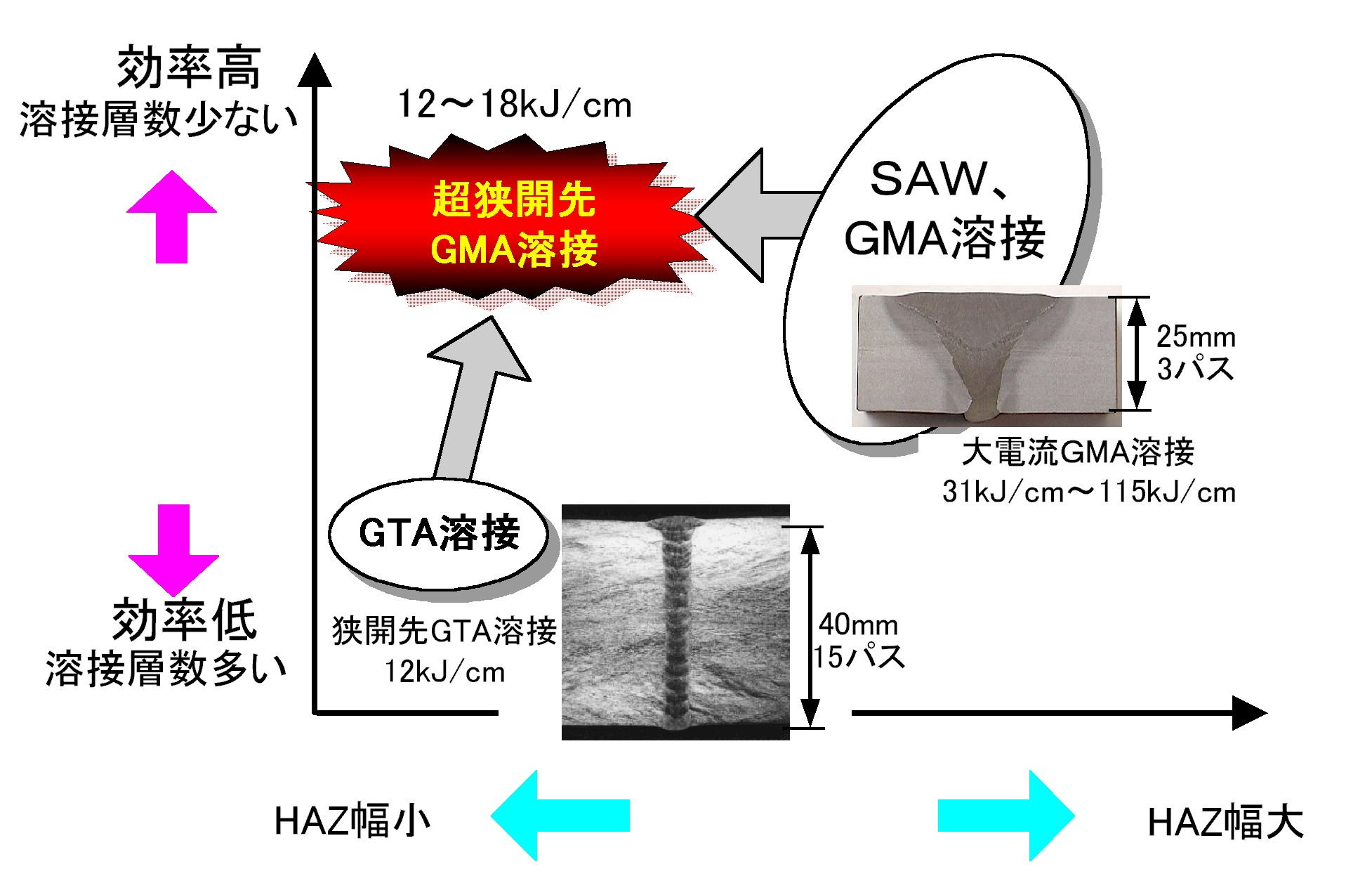
2) 高効率小入熱アーク溶接方法の開発
大型構造物の大半はアーク溶接で製作されており、最も普及した溶接技術です。この技術を微細粒鋼へ適用するための新アーク溶接技術の開発を目指しています。微細粒鋼へアーク熱の影響がおよび組織破壊する領域(熱影響部;HAZ)を最小化するには小入熱でのアーク溶接が不可欠です。しかし小入熱溶接では厚板材をつなぎあわせるのに何回(パス数)も溶接しなければならず、生産効率が大幅に低下してしまいます。小入熱でありながら高生産効率を生み出す新溶接法として、超狭開先アーク溶接法を開発しています⇒超狭開先アーク溶接法
3) 極小入熱溶接・接合技術の開発
微細粒鋼の組織をほとんど破壊せず特性劣化を生じない接合技術の開発を目指しています。ここではレーザ溶接よりもさらに小入熱化できる極小入熱接合方法を探索および開発して微細粒鋼へ適用し、溶接継手部の特性の最適化を検討しています。
![]() 微細粒鋼を溶接した継手の破壊安全性向上の方法を開発
微細粒鋼を溶接した継手の破壊安全性向上の方法を開発
1) 微細粒鋼溶接継手部の破壊安全性の評価
微細粒鋼を溶接すると溶接熱で微細組織が破壊され、強度が加工処理前の400MPaに一部戻ってしまいます。これを軟化と呼び、溶接継手の安全性に問題を生じます。溶接熱履歴再現シミュレーション実験により微細粒鋼溶接部の組織変化−軟化特性を系統的にまとめています。また軟化域を含む微細粒鋼溶接継手部の強度と変形能を3次元の有限要素数値シミュレーションによって予測する技術を開発し、軟化域の無害化する手法を提案していきます。上記の結果をもとに、継手部の強度特性の安全性確保を実験によって実証するとともに、大型破壊試験機を導入して、微細粒鋼および継手部の脆性破壊特性を調べ、その安全性を実証していきます。
 |
2) 溶接継手部の疲労強度の抜本的向上
道路橋などにおいては繰り返しかかる振動によって、溶接部で疲労破壊を起こします。溶接部には、溶接熱の影響によって引張残留応力が生じて、継手部に大きな負荷をかけた状態にあります。これが疲労破壊を起こす限界の強度(疲労強度)の向上を阻害しています。本研究では、室温に近い温度で変態膨張する低変態温度溶接材料を開発し、溶接部に圧縮残留応力を発生させる抜本的解決策を提案し、疲労強度を2倍以上に向上することを実証していきます。⇒疲労強度向上
また同時にこの効果を確認するための変態挙動をモニタリングするレーザスペックル非接触高温ひずみ計測法の開発と残留応力有限要素数値計算シミュレーション技術の開発を行っています。
 |
3) 微細粒鋼溶接継手の安全性を確認する非破壊計測技術の開発
構造物破壊につながる溶接部などの欠陥を高精度に検出する技術の開発を目指しています。より微少な欠陥が検出できれば構造物の破壊安全性を一段と高められます。また欠陥検出のみならず材質評価技術の確立に向けた基礎基盤づくりも目指しています。表面きずを高精度に検出する漏洩磁束探傷法、溶接部の溶込み形状も検出する超音波CT法や非接触非破壊での検出可能なレーザ超音波法を開発していきます。⇒超音波CT装置